بست زدن
قبل از تزریق ماده پلاستیکی به داخل قالب، دو نیمهی قالب باید به دقت و به شکلی ایمن به وسیلهی گیره بسته شوند. هر تکهی قالب به دستگاه تزریق پلاستیک وصل میشود و یک نیمهی آن اجازه دارد سُر بخورد.

بست دو نیمهی قالب را به سمت همدیگر هل میدهد و نیروی کافی اعمال میکند تا مادامیکه مواد به داخل قالب ریخته میشوند، قالب را به شکلی ایمن بسته نگه دارد. زمان لازم برای بسته و محکم نگه داشتن قالب بستگی به دستگاه دارد- دستگاههای تزریق بزرگتر (آنهایی که نیروی بست بزرگتری دارند)، به زمان بیشتری نیاز خواهند داشت. این زمان را میتون از زمان چرخهی خشک دستگاه تخمین زد.
تزریق
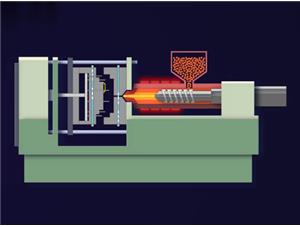
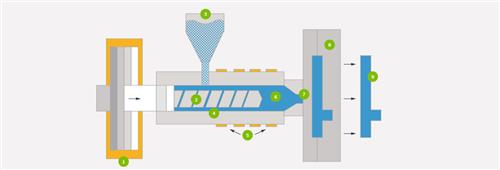
یکی از مراحل فرایند تزریق پلاستیک، تزریق است. مادهی پلاستیک خام که معمولاً به شکل حبه یا ساچمه است، داخل دستگاه تزریق پلاستیک فرستاده میشود و واحد تزریق آن را در قالب جلو میبرد. طی این فرایند، مادهی تزریق شده در اثر گرما و فشار ذوب میشود.
سپس پلاستیک ذوب شده به سرعت به قالب تزریق میشود و افزایش فشار مادهی تزریق شده را فشرده کرده و نگه میدارد. به میزان مواد تزریق شده شات میگویند. تخمین دقیق زمان تزریق ساده نیست و این مسئله به خاطر جریان پیچیده و در حال تغییر پلاستیک ذوب شده به داخل قالب است. با وجود این، زمان تزریق را میتوان بر اساس حجم شات، فشار تزریق و قدرت تزریق، تخمین زد.
خنک کردن
پلاستیک ذوب شده که داخل قالب است به محض اینکه با سطح داخلی قالب تماس پیدا میکند، شروع به خنک شدن میکند. وقتی پلاستیک خنک میشود، به صورت جامد درآمده و شکل قطعهی مورد نظر را به خود میگیرد. با وجود این، در طول خنک شدن، ممکن است قطعه جمع شود.
فشردن مادهی اولیه در مرحلهی تزریق اجازه میدهد که مواد بیشتری به داخل قالب جریان پیدا کند و میزان جمع شدگی به شکلی کاملا مشهود، کاهش یابد. تا وقتی زمان لازم برای خنک شدن سپری نشود، قالب را نمیتوان باز کرد. زمان خنک شدن را میتوان از روی ویژگیهای ترمودینامیک پلاستیک و حداکثر ضخامت دیوارهی قطعه تخمین زد.
خروج
بعد از اینکه زمان کافی گذشت، قطعهی خنک شده را میتوان با سیستم خروج از قالب خارج کرد. این سیستم به نیمهی پشتی قالب چسبیده است. وقتی قالب باز میشود، مکانیسمی به کار میرود که قطعه را از داخل قالب بیرون میاندازد. برای خارج کردن قطعه از داخل قالب نیاز به زور و فشار است چون در طول فرایند خنک شدن، قطعه کوچک میشود و به قالب میچسبد.
برای ساده کردن جدا سازی قطعه، میتوان قبل از تزریق مواد، یک عامل رها سازی قالب به سطوح حفرههای قالب پاشید. زمان لازم برای باز کردن قالب و خارج کردن قطعه را میتوان از زمان چرخهی خشک دستگاه تخمین زد و باید زمانی که قطعه از قالب جدا میشود را نیز حساب کرد. وقتی قطعه از قالب جدا شد، میتوان قالب را برای تزریق شات بعدی آماده کرد.

پس فرآیند
بعد از چرخهی تزریق پلاستیک به داخل قالب یا همان فرایند تزریق پلاستیک، معمولاً یک پس فرآیند لازم خواهد بود. در طول خنک سازی، مواد داخل کانالهای قالب سفت شده و به قطعه میچسبد. این مادهی اضافی و هر خلل دیگری که در قطعه رخ داده است، باید از آن پیراسته شود که این کار معمولاً با کاتر انجام میشود.
برای برخی انواع مواد مثل مواد ترموپلاستیک، مادهی تراشیده شده که از این مرحلهی پیرایش به دست میآید، قابلیت بازیافت شدن دارند. برای این منظور این مواد را داخل چرخ پلاستیک میریزند برای استفادهی مجدد آسیاب یا چرخ میکنند.
به خاطر افت کیفیت مادهی اولیه، مادهی اولیهی بازیافتی باید با مادهی خام به نسبت مناسب ترکیب شود و سپس در فرآیند قالبگیری پلاستیک به کار گرفته شود.
مواد به کار رفته در فرآیند تزریق پلاستیک
موادی که در تزریق پلاستیک به کار میروند انواع مختلفی دارند. بیشتر پلیمرها قالبیت استفاده در فرآیند تزریق پلاستیک را دارند؛ از جملهی این پلیمرها میتوان به تمام ترموپلاستیک، برخی از ترموستها و برخی الاستومرها اشاره کرد.
وقتی این مواد در فرایند تزریق پلاستیک به کار میروند، شکل خام آنها معمولاً به صورت حبههای کوچک یا پودرهای لطیف است. همچنین، میتوان در این فرایند از رنگ دهندهها استفاده کرد تا رنگ قطعهی نهایی به رنگ دلخواهمان در بیاید.
انتخاب مواد اولیه برای تولید قطعات قالبی تزریقی تنها بر ویژگیهای مطلوب قطعهی نهایی مبتنی نیست. در حالیکه هر مادهای ویژگیهای خاص خود را دارد، ویژگیهایی که بر قدرت و عملکرد قطعهی نهایی تاثیر خواهند گذاشت، این ویژگیها بر انتخاب پارامترهای مورد استفاده در فرآوری مواد مزبور نیز تاثیر خواهند گذاشت.
هر مادهای مستلزم مجموعهای متفاوت از پارامترها در فرایند تزریق پلاستیک است، از آن جمله میتوان به دمای تزریق، فشار تزریق، دمای قالب، دمای خروج و زمان چرخه اشاره کرد.
